

Image gallery



How It Works
Metal and bath crucibles are regularly cleaned, repaired or rebuilt with a new refractory lining before they are returned to service. Whatever the reason for maintenance, it is important that the lining of those crucibles be safely dried and preheated.
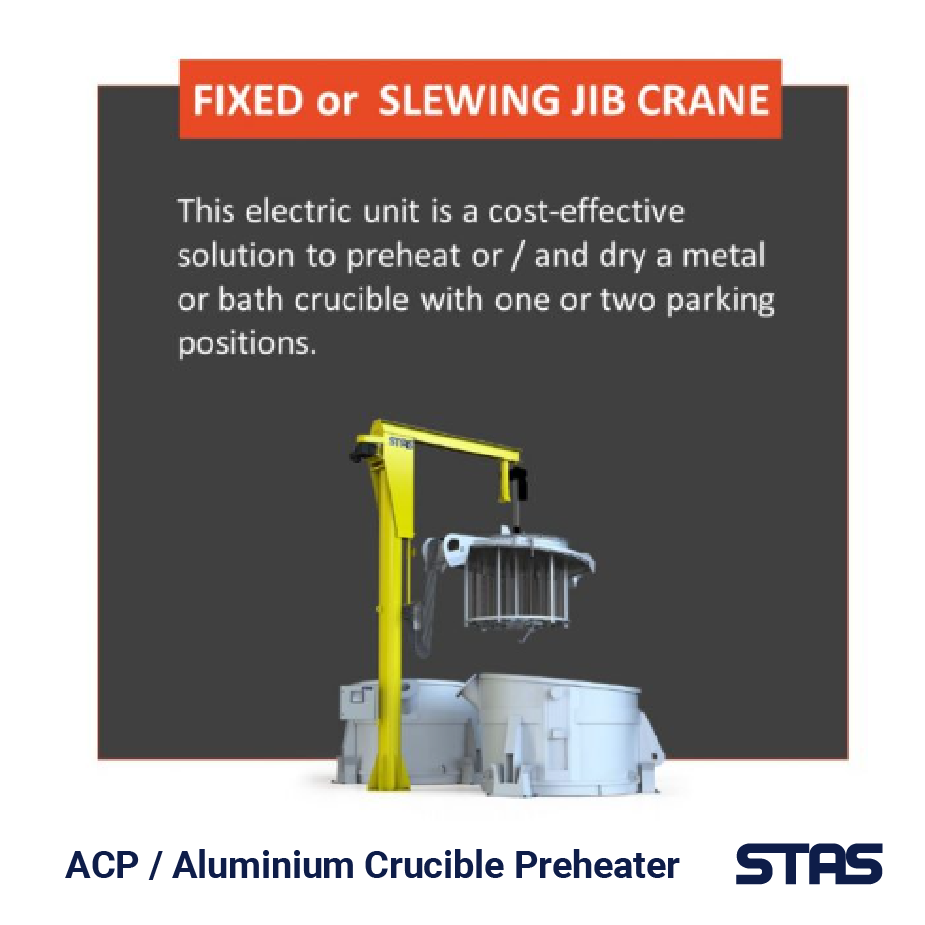
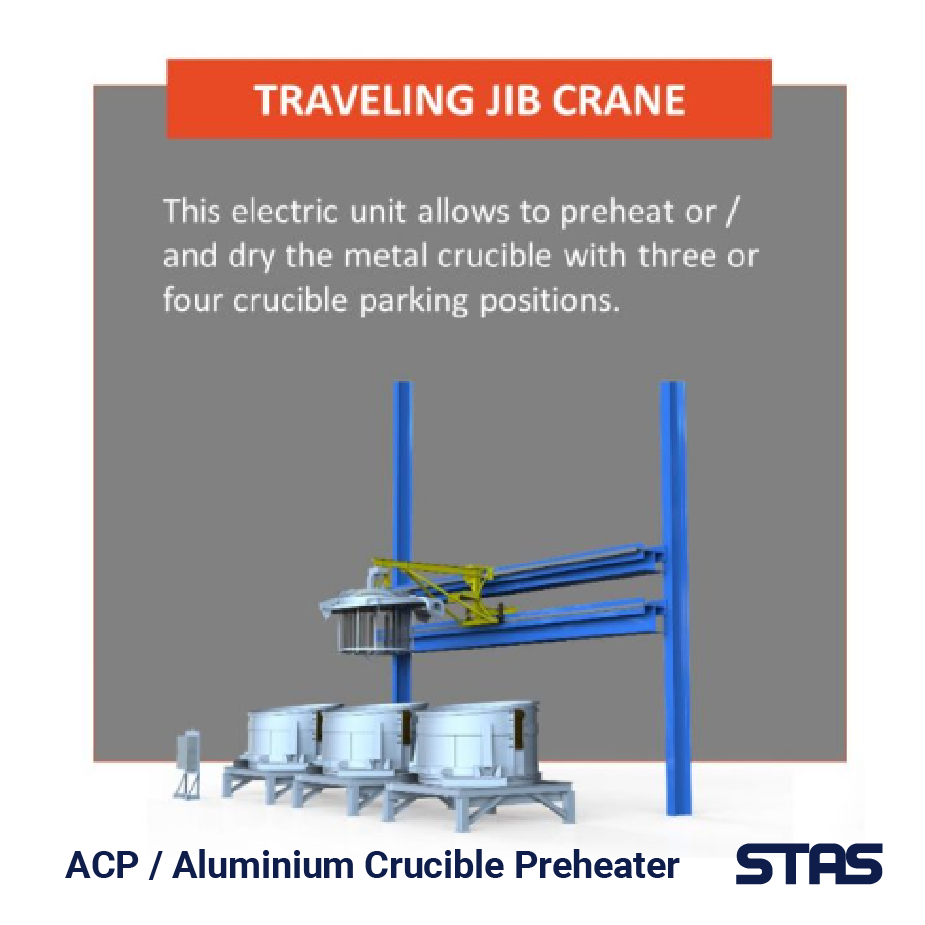
STAS has developed several types of preheating systems, either electrical or with gas, in order to meet the specific requests of its customers. The ACP / Aluminium Crucible Preheater totally controls the whole heating cycle, which ensures more uniform heating distribution before the first time molten metal is poured, hence a considerable reduction in energy costs.
“The Proven Technology to Preheat and Dry
Bath and Metal Crucibles.”
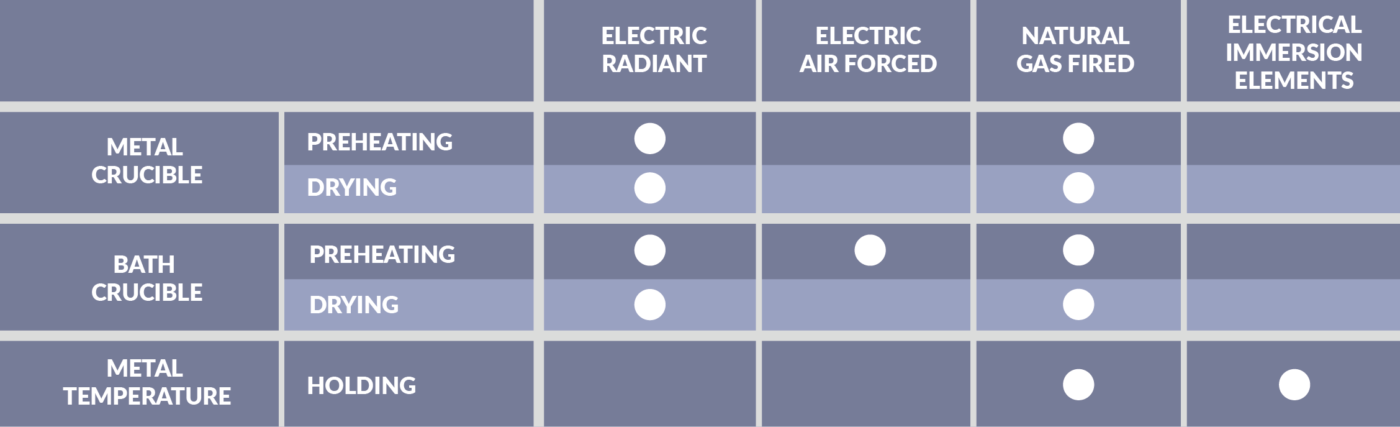
Types of crucible heaters
FOR CRUCIBLE PREHEATING
Before filling them with molten metal or bath, cold crucibles need to be preheated to avoid moisture entrapment.
FOR CRUCIBLE DRYING
When both metal and bath crucibles need to be relined with new refractory material, it is important that the new refractory material be properly dried before putting the crucibles back into service following a programmed ramp and soak determined by the refractory supplier.
FOR METAL TEMPERATURE HOLDING
When molten metal cannot be transported normally, it could be required to maintain or increase its temperature.
Key features
Productivity Improvement
- Uniform heat distribution.
- Meet requirements imposed by refractory manufacturers.
- Increased refractory lifetime.
- Fully automatic operation of the system.
- Possibility of integrating a monitoring to supervise and report heating condition of each crucible.
Some configurations allow preheating and drying.
Cost Improvement
Reduced energy costs.
Low operating, maintenance and capital costs.
The operator is not required during the preheating step.
Safe Operating Environment
The operator is away from any source of danger.
Noise level (for gas system) are below 85 dBA.
Other compatible equipment – Crucible shop